
10 Types of Industrial Pumps You Should Know About for Your Operations
When it comes to optimizing operations in various industries, understanding the different types of industrial pumps is essential. As John Smith, an eminent expert in fluid dynamics, once stated, “The choice of pump can significantly influence operational efficiency and cost-effectiveness.” With an array of pump types designed for specific applications, selecting the right one can enhance productivity and ensure the smooth functioning of machinery.
Industrial pumps vary from centrifugal to diaphragm designs, each serving distinct purposes in sectors ranging from manufacturing to wastewater management. As operations become increasingly complex, the need for tailored pumping solutions grows. Knowledge of the types of industrial pumps not only aids in efficient process design but also in troubleshooting existing systems. In this article, we will explore ten essential types of industrial pumps that you should know about, equipping you with the insights necessary to make informed decisions for your operations.

Types of Industrial Pumps: An Overview of Key Categories
Industrial pumps play a crucial role in various manufacturing and processing operations, providing efficient fluid transfer for a wide range of applications. Understanding the different types of pumps available is key to optimizing operational efficiency. The main categories include centrifugal pumps, positive displacement pumps, submersible pumps, and diaphragm pumps, each serving specific industrial needs.
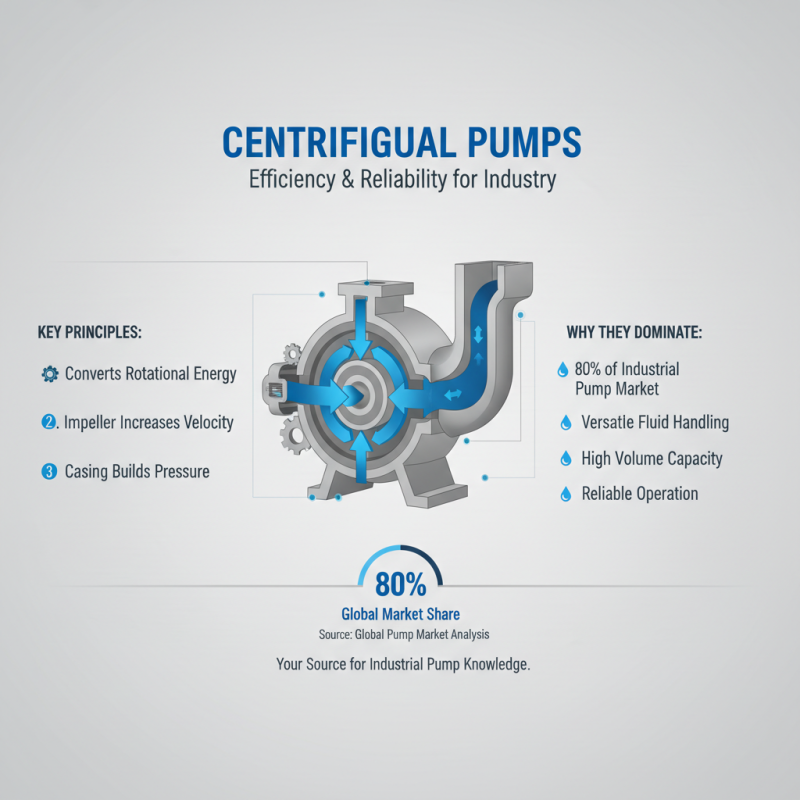
Centrifugal pumps, recognized for their high flow rates and ability to handle low-viscosity fluids, are widely used in water treatment and chemical processing. Positive displacement pumps, on the other hand, are ideal for moving high-viscosity fluids and can maintain a consistent flow rate regardless of pressure changes. According to the Global Industrial Pump Market report, the demand for these pumps is expected to grow significantly, driven by increasing industrial automation and the need for efficient fluid management systems.
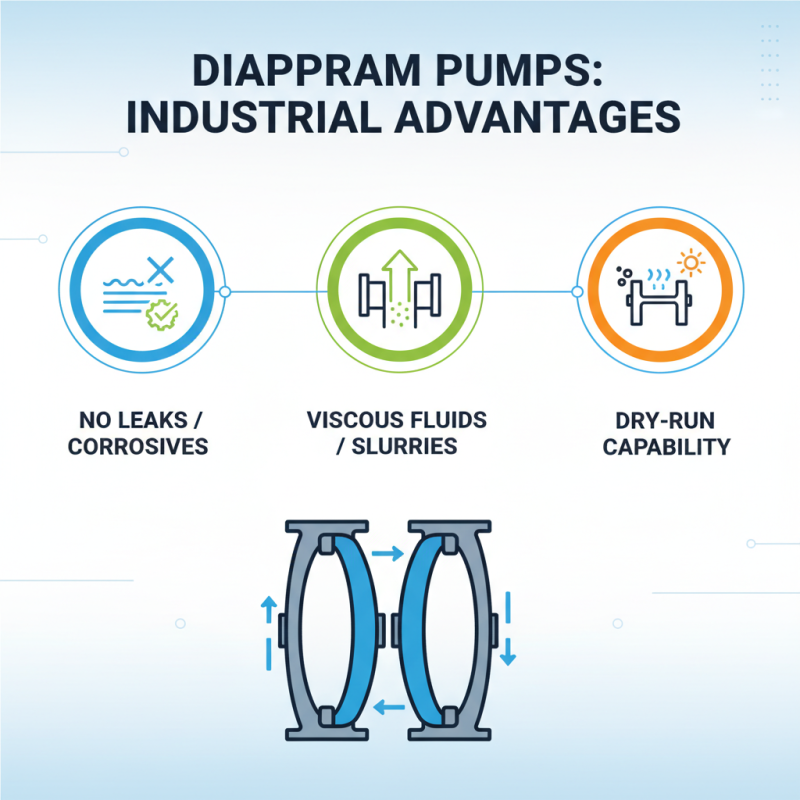
**Tip**: When selecting a pump, consider the specific properties of the fluid you will be transferring, such as viscosity and temperature, as well as the required flow rate. For instance, choosing a submersible pump may be beneficial for applications that involve transferring liquids from deep wells or tanks, while diaphragm pumps are suitable for transferring corrosive or viscous materials.
Moreover, the recent shift towards environmentally friendly practices has led to the development of energy-efficient pump technologies. Investing in pumps with advanced features can not only reduce operational costs but also enhance your facility's sustainability efforts. **Tip**: Regular maintenance and timely replacement of seals and gaskets can extend the lifespan of your pumps, reducing downtime and maintenance costs in the long run.
10 Types of Industrial Pumps You Should Know About for Your Operations
| Pump Type | Description | Applications | Advantages | Disadvantages |
|---|---|---|---|---|
| Centrifugal Pump | Uses rotational energy to move liquids. | Water supply, chemical processing. | Efficient at high flow rates. | Not suitable for high-viscosity liquids. |
| Positive Displacement Pump | Moves liquid by trapping a fixed amount and forcing it through. | Oil and gas, food processing. | Can handle higher viscosities. | Potential for pulsation. |
| Diaphragm Pump | Uses a diaphragm to change the volume of the pumping chamber. | Chemical transfer, wastewater treatment. | Can handle corrosive liquids. | Limited flow rates. |
| Submersible Pump | Operates underwater to pump fluids. | Dewatering, sewage systems. | Highly effective in removing water. | Requires waterproofing and additional parts. |
| Peristaltic Pump | Uses rollers to compress a hose and create flow. | Chemical dosing, food and beverage. | Minimal contamination risk. | Not suitable for high-pressure applications. |
| Gear Pump | Uses gears to pump fluids by moving them between rotating surfaces. | Hydraulic systems, oil transfer. | Can maintain a constant flow rate. | More complex and costly to maintain. |
| Screw Pump | Uses one or more screws to move fluid. | Viscous fluids, slurries. | Handles thicker fluids efficiently. | Can be expensive to install. |
| Vacuum Pump | Removes gas from a sealed volume to create a vacuum. | Packaging, vacuum distillation. | Essential in various industrial processes. | Requires maintenance to prevent leaks. |
| Lobe Pump | Utilizes rotating lobes to move liquid. | Food production, pharmaceutical. | Gentle handling of products. | More complex design can affect maintenance. |
Related Posts
-
How to Choose the Right Type of Industrial Pump for Your Application
-

Exploring the Different Types of Positive Displacement Pumps for Optimized Fluid Transfer
-

Unlock the Power of High Pressure Screw Pumps: Applications and Benefits Explained
-

Top Benefits of Positive Displacement Water Pumps and Their Uses
-

How to Maximize Efficiency with Screw Pumps in Industrial Applications
-

Why You Should Choose Air Oil Pumps for Your Industrial Needs Today